

Hoogwaardige CNC-kantbankfabricage
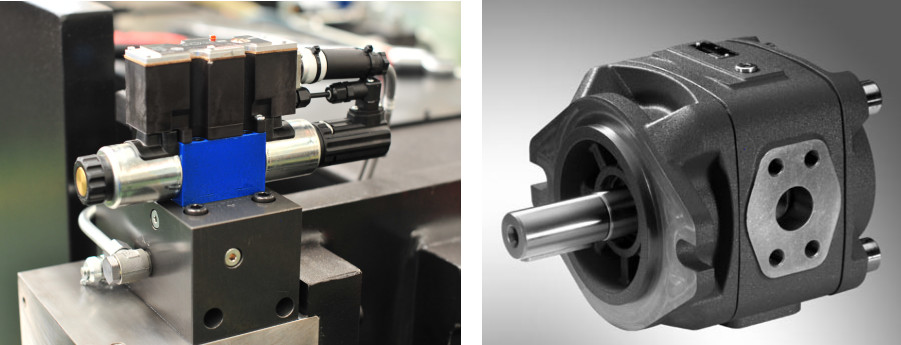
1. Er wordt gebruikgemaakt van een elektrohydraulisch systeem om de dubbele cilinders aan te sturen, waardoor een hoge synchronisatienauwkeurigheid, een hoge buignauwkeurigheid en een hoge herpositioneringsnauwkeurigheid worden bereikt.
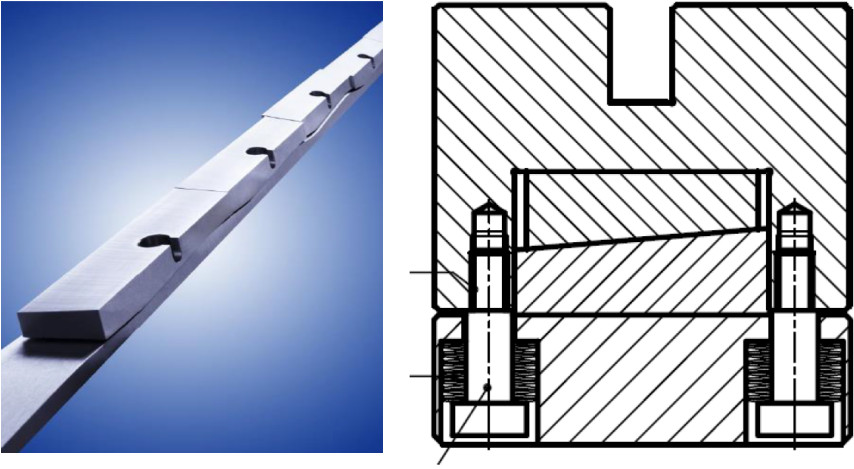
2. Het automatische compensatiesysteem voor mechanische doorbuiging wordt toegepast om de invloed van de vervorming van de schuif tijdens het buigproces op de kwaliteit van het werkstuk te minimaliseren. De mate van compensatie wordt automatisch door het CNC-systeem aangepast om de nauwkeurigheid te verbeteren.
(1) De machine wordt gecompenseerd door een tweeweg-afstelstructuur, die de compensatie in de dwars- en lengterichting van de machine mogelijk maakt.
(2) De dichte-puntcompensatiemethode wordt toegepast om de buignauwkeurigheid te verbeteren.
(3) de buiging van materiaal met dezelfde plaatdikte wordt eenmalig gecompenseerd, in tegenstelling tot hydraulische compensatie en de heen-en-weergaande beweging van de structuur. Mechanische compensatie vermindert de vermoeidheidsvervorming van de werkbank van de werktuigmachine aanzienlijk en verlengt de levensduur ervan;
(4) Gebruik een speciale reductiekast en een zeer nauwkeurige potentiometer om de nauwkeurigheid van de compensatie nauwkeurig te regelen.
(5) In tegenstelling tot de drie-platenstructuur van de hydraulisch compenserende werktafel, maakt dit apparaat gebruik van een enkel-platen werktafelontwerp, waardoor interferentie bij het buigen van het werkstuk effectief kan worden voorkomen.
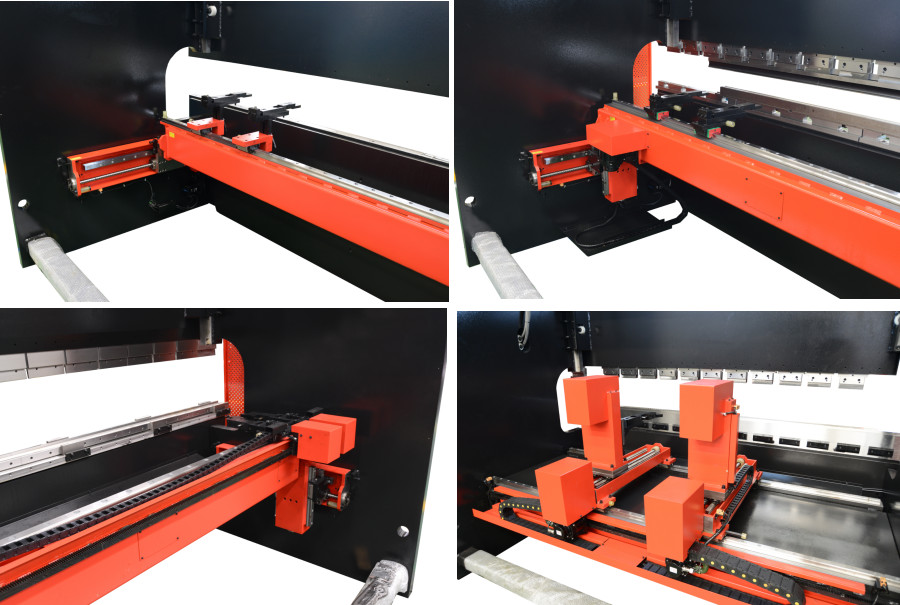
3. Multifunctionele achteraanslag die kan worden uitgebreid naar 6 assen, namelijk de X1- en X2-assen voor voor- en achterwaartse beweging, de R1- en R2-assen voor op- en neerwaartse beweging en de Z1- en Z2-assen voor links- en rechtswaartse beweging. Het buigen van het werkstuk kan flexibel worden gerealiseerd.
4. Het frame wordt na het lassen in één keer geassembleerd en vervolgens bewerkt door een CNC-pentaëderbewerkingscentrum, wat de stijfheid en bewerkingsnauwkeurigheid van het frame garandeert.
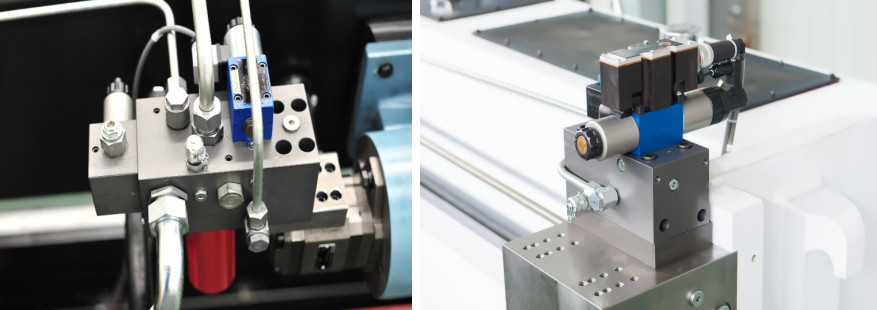
5. Het geïntegreerde hydraulische besturingssysteem vermindert het aantal leidingen, waardoor olielekkage wordt voorkomen en de stabiliteit van de prestaties wordt verbeterd. Bovendien draagt het bij aan een fraaier uiterlijk van de machine.

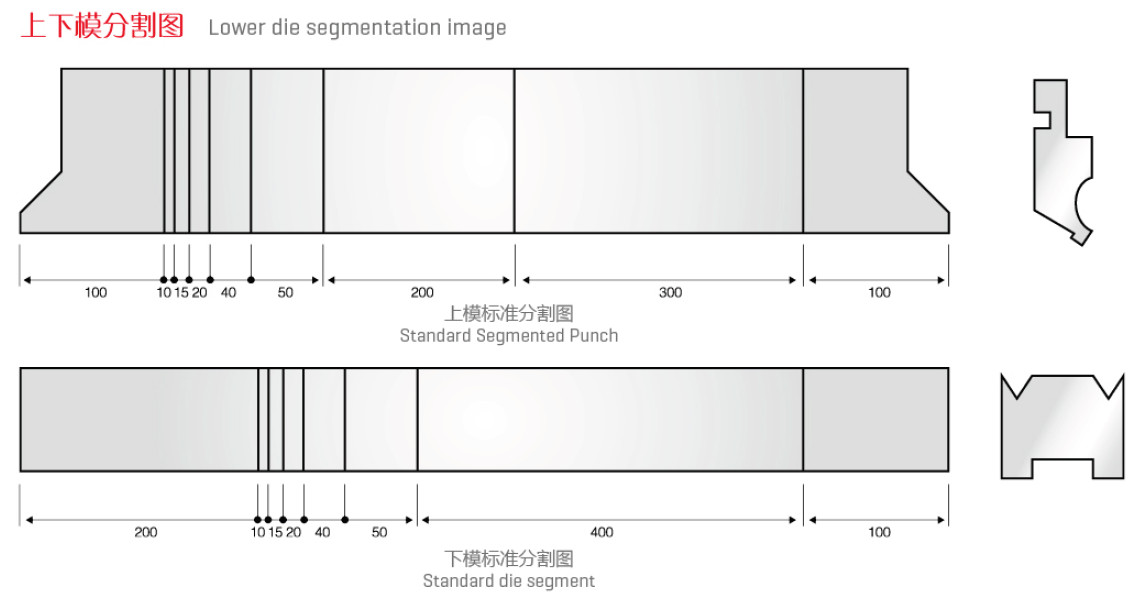
6. Segmentponsen kunnen in lengtes worden gecombineerd, afhankelijk van de buigvereisten van het specifieke werkstuk.
7. Hydraulische automatische klemming van de ponsmachine of mechanische snelklemming kan als optie worden toegevoegd om de werkdruk te verlagen en de efficiëntie te verbeteren.

8. Het CNC-systeem maakt gebruik van een Delem CNC-systeem. Dit CNC-systeem is voorzien van de nieuwste elektronische schakelingen, een TFT-kleurendisplay met een hoge resolutie en een meertalig menu. Het is internationaal een eersteklas besturingssysteem voor buigmachines.
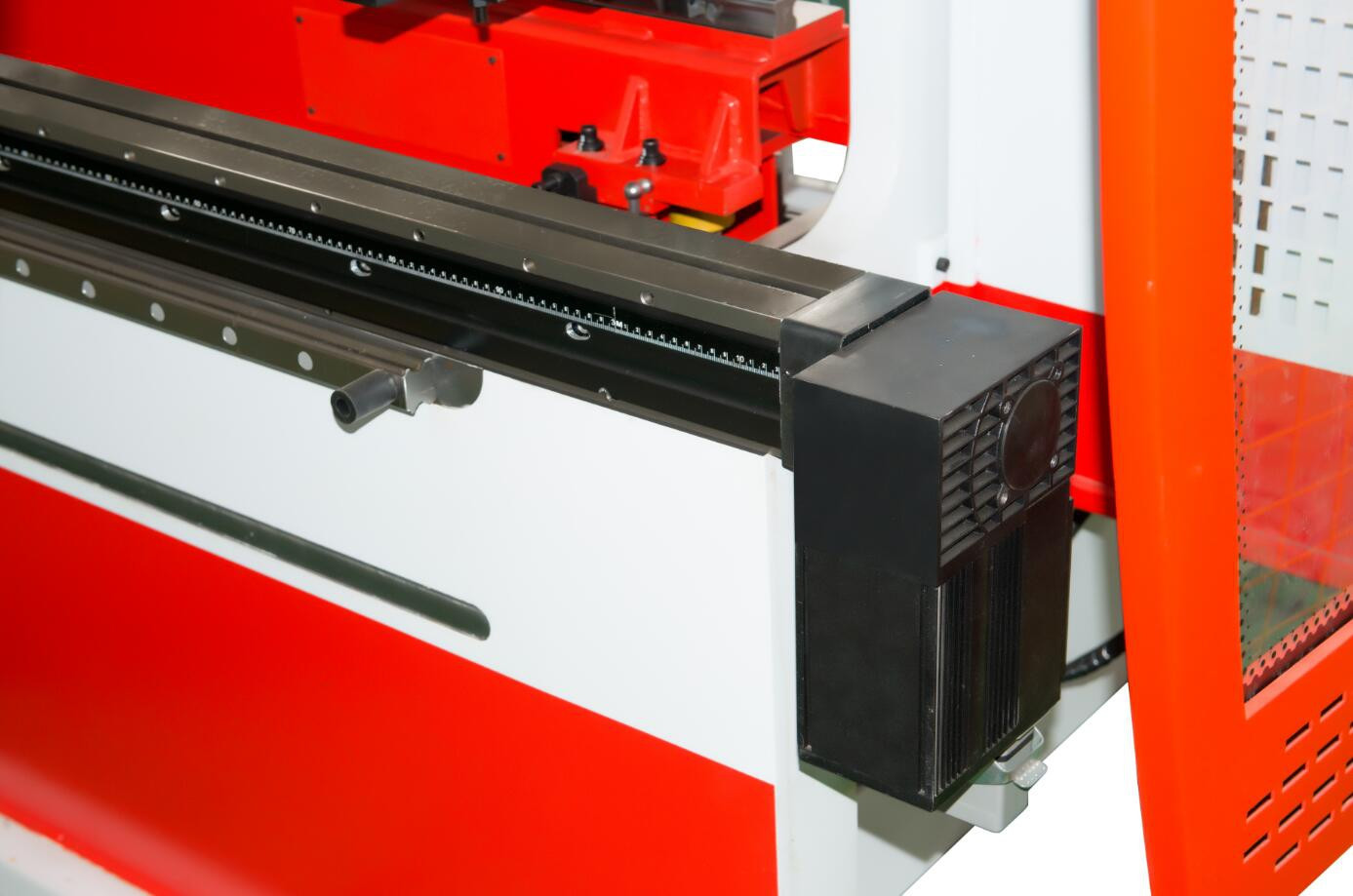
9. Het C-type keelcompensatie-apparaat is onder de keel van de werktuigmachine gemonteerd en is verbonden met het detectie-apparaat. De geringe vervorming van de buigkracht heeft geen invloed op de meetnauwkeurigheid van het systeem, waardoor de buigprecisie van platen van elke dikte en elk materiaal gegarandeerd kan worden.
10. De voorste steun en de voeringgeleider maken de beweging gemakkelijker.


Delem DA66T CNC-besturingssysteem met internationaal geavanceerd niveau
1. Volledig WINDOWS®-besturingssysteem, waardoor de machine direct kan worden uitgeschakeld;
2. Keuze uit meerdere talen met gemakkelijke bediening;
3. Modieus uiterlijk ontwerp met mensgerichte bediening;
4. Intelligente modulestructuur, het systeem kan worden uitgebreid tot 24 assen;
5. 17" TFT-kleurenscherm, 2D grafische programmering;
6. Ingebouwde PLC voor een eenvoudiger circuitontwerp en verhoogde betrouwbaarheid;
7. USB-muispoort, toetsenbordpoort;

8. Automatische accumulatie van machinewerktijd en buigtijden;
9. Automatische compilatie en simulatie van de buigprocedure;
10. Zoom vrij in op het uiterlijk van de machine, het gereedschap en het werkstuk met een verhouding van 1:1:1 in grafische weergave;
11. Digitale, grafische en andere methoden voor het programmeren van matrijzen, vlakke matrijzen, matrijzen met grote boog, matrijzen met meerdere V-groeven, matrijzen met variabele V-groeven;
12. Automatische hoekcorrectiedatabase, zelflerende buigtolerantietabel en omnidirectionele botsingsdetectiefunctie, waardoor afvalproducten worden geëlimineerd;
13. Foutalarmsysteem om verkeerde bediening te voorkomen;
14. Geheugencapaciteit 1 GB
15. Diagnose op afstand;
16. Machine-analysesoftware, realtime monitoring;
17. Speciale offline programmeersoftware kan de programmeertijd verkorten en de efficiëntie verhogen;
18. Ingebouwd bestandsbeheersysteem, teksteditor;
19. Tandemwerking;
20. Het bedieningspaneel is voorzien van een noodstop, een handmatig te verplaatsen schuifregelaar en is ergonomisch ontworpen.
T-3500TCNC-systeem
1. Door gebruik te maken van het realtime WINDOWS-besturingssysteem kan de computer direct worden afgesloten;
2 taalopties, de interface kan op Engels worden ingesteld, eenvoudig te bedienen;
3. Modieus ontwerp, gebruiksvriendelijk, mensgericht;
4 standaard vier-assige systemen, extra modules, ondersteuning tot zes assen;
5.10" TFT-kleurenscherm, LCD-touchscreen, multitouch, programmering van tweedimensionale afbeeldingen, 3D-weergave;
6 ingebouwde PLC-functies vereenvoudigen het circuitontwerp en verhogen de betrouwbaarheid;
7. USB-muisinterface, toetsenbordinterface;
8 automatische werkuren en buigtijden;
9. Digitale en 2D-grafische programmering met volledige touchbediening, 3D-weergave van het buigproces, automatische compilatie van het buigproces en buigsimulatie;
10. De machinevorm, de mal en het werkstuk kunnen vrijelijk worden ingezoomd op een schaal van 1:1:1 volgens de afbeeldingen.

11. Digitale, grafische en andere methoden voor het programmeren van matrijzen, vlakke matrijzen, matrijzen met grote cirkelvormige bogen, matrijzen met meerdere V-groeven, matrijzen met variabele V-groeven;
12. Foutalarmsysteem om verkeerde bediening te voorkomen;
13. Geheugencapaciteit 1 GB
14. Machine-analysesoftware, realtime monitoring;
15. Ingebouwd bestandsbeheersysteem, teksteditor;
16. Tandemwerking;
17. Het bedieningspaneel is voorzien van een noodstop, een handmatig te verplaatsen schuifregelaar en is ergonomisch ontworpen.
CNC-kantbank; CNC-kantbank; CNC-kantbankmachine; CNC-hydraulische kantbank; CNC-kantbank te koop; CNC-kantbank; hydraulische plaatbuigmachine; CNC-hydraulische kantbankmachine; CNC-plaatbuigmachine; CNC-metaalbuigmachine; kantbankmachine; CNC-hydraulische kantbankbuigmachine; hydraulische kantbankmachine
Holland DELEM DA52 CNC-systeem
1. Door gebruik te maken van het realtime WINDOWS-besturingssysteem kan de computer direct worden afgesloten.
2. Keuze uit meerdere talen met gemakkelijke bediening;
3. Modieus uiterlijk ontwerp met mensgerichte bediening;
4. Intelligente modulaire structuur, het systeem kan flexibel in 4 assen worden uitgebreid.
5. 7" TFT LCD-scherm;
6. Ingebouwde PLC voor een eenvoudiger circuitontwerp en verhoogde betrouwbaarheid;
7. USB-muispoort, toetsenbordpoort, RS232-poort, veiligheids-PLC-poort;
8. Automatische accumulatie van machinewerktijd en buigtijden;
9. Digitale programmering;
10. Programmering van mallen in de digitale modus;
11. De database voor automatische hoekcorrectie;
12. Foutwaarschuwingssysteem ter voorkoming van verkeerde bediening;
13, de geheugencapaciteit is 64M;
14. Speciale analysesoftware, realtime monitoring;
15. Tandemwerking;
16. Het bedieningspaneel is voorzien van een noodstopfunctie.

Holland DELEM DA53 CNC-systeem
1. Door gebruik te maken van het DELEM-LINUX besturingssysteem kan direct worden afgesloten.
2. Keuze uit meerdere talen met gemakkelijke bediening;
3. Modieus uiterlijk ontwerp met mensgerichte bediening;
4. Intelligente modulaire structuur, het systeem kan flexibel in 4 assen worden uitgebreid.
5. 10" TFT LCD-scherm;
6. Ingebouwde PLC voor een eenvoudiger circuitontwerp en verhoogde betrouwbaarheid;
7. USB-muispoort, toetsenbordpoort, RS232-poort, veiligheids-PLC-poort;
8. Automatische accumulatie van machinewerktijd en buigtijden;
9. Digitale aanraakprogrammering;
10. Programmering van mallen in de digitale modus;
11. De database voor automatische hoekcorrectie;
12. Foutwaarschuwingssysteem ter voorkoming van verkeerde bediening;
13, de geheugencapaciteit is 64M;
14. Speciale analysesoftware, realtime monitoring;
15. Ingebouwd bestandsbeheersysteem, teksteditor
16. Tandemwerking;
17. Het bedieningspaneel is voorzien van een noodstopfunctie.

| Nee. | Beschrijving | Hoeveelheid | Opmerking |
| 1 | Operationele bestanden | Eén set | |
| 2 | Binnenzeskantsleutel | Eén set | |
| 3 | Vetspuit | Eén nr. | |
| 4 | Aardingsbout | Eén set | |
| 5 | Stelbout | Eén set | |
| 6 | Voetbediening | Eén nr. | |
| 7 | Standaardgereedschap | Eén set |
1. Hydraulische olie: geïmporteerde VG46# slijtagebestendige hydraulische olie; de benodigde hoeveelheid olie is afhankelijk van de specificaties van de machine;
2. Voeding: 380V, 50Hz, spanningsschommeling 10%--5%
3. Omgevingstemperatuur: 0°C - +40°C
4. Omgevingsvochtigheid: relatieve luchtvochtigheid 20-80% RH (niet-condenserend)
5. Blijf uit de buurt van sterke trillingsbronnen en elektromagnetische interferentie.
6. Weinig stof, geen schadelijke of corrosieve gassen
7. Bereid de fundering voor volgens de funderingstekening.
8. Selecteer het betreffende personeel met een specifieke opleidingsachtergrond voor een langdurige aanstelling als machineoperator.
| Nee. | Beschrijving | Hoeveelheid | Opmerking |
| 1 | Operationele bestanden | Eén set | |
| 2 | Binnenzeskantsleutel | Eén set | |
| 3 | Vetspuit | Eén nr. | |
| 4 | Aardingsbout | Eén set | |
| 5 | Stelbout | Eén set | |
| 6 | Voetbediening | Eén nr. | |
| 7 | Standaardgereedschap | Eén set |
60T
| Specificatie | Eenheid | PR9 060/2550 | |
| Maximale buigkracht | KN | 600 | |
| Maximale buiglengte | mm | 2550 | |
| Kolomafstand | mm | 2150 | |
| Keeldiepte | mm | 350 | |
| Ramslag | mm | 215 | |
| Gesloten hoogte | mm | 530 | |
| Naderende snelheid | mm/s | 200 | |
| Werksnelheid | mm/s | 18 | |
| Retoursnelheid | mm/s | 200 | |
| Hoofdmotorvermogen | Kw | 7.5 | |
| CNC-systeem | Holland Delem DA66T, DA52S, DA53T of T-3500T CNC-systeem voor de aansturing van de Y1-, Y2-, X-, R-, Z1-, Z2-assen en mechanische kroonvorming. | ||
| Inhoud van de olietank | L | 300 | |
| X As | Nauwkeurigheid | mm | ±0,1 |
| Hartinfarct | mm | 500 | |
| Snelheid | mm/s | 400 | |
| Stroom | Kw | 0,85 | |
| R As | Nauwkeurigheid | mm | ±0,1 |
| Hartinfarct | mm | 200 | |
| Snelheid | mm/s | 200 | |
| Stroom | Kw | 0,85 | |
| Z1,Z2 As | Nauwkeurigheid | mm | ±0,1 |
| Hartinfarct | mm | 1250 | |
| Snelheid | mm/s | 1200 | |
| Stroom | Kw | 0,75 | |
| Omtrekafmetingen | Lengte | mm | 3400 |
| Breedte | mm | 1400 | |
| Hoogte | mm | 2510 | |
100T
| Specificatie | Eenheid | PR9 100/3100 | PR9 100/4100 | |
| Maximale buigkracht | KN | 1000 | 1000 | |
| Maximale buiglengte | mm | 3100 | 4100 | |
| Kolomafstand | mm | 2700 | 3700 | |
| Keeldiepte | mm | 420 | 420 | |
| Ramslag | mm | 265 | 265 | |
| Gesloten hoogte | mm | 530 | 530 | |
| Naderende snelheid | mm/s | 220 | 220 | |
| Werksnelheid | mm/s | 17 | 13 | |
| Retoursnelheid | mm/s | 220 | 150 | |
| Hoofdmotorvermogen | Kw | 15 | 11 | |
| CNC-systeem | Holland Delem DA66T, DA52S, DA53T of T-3500T CNC-systeem voor de aansturing van de Y1-, Y2-, X-, R-, Z1-, Z2-assen en mechanische kroonvorming. | |||
| Inhoud van de olietank | L | 350 | 500 | |
| X As | Nauwkeurigheid | mm | ±0,1 | ±0,1 |
| Hartinfarct | mm | 500 | 500 | |
| Snelheid | mm/s | 400 | 400 | |
| Stroom | Kw | 0,85 | 0,85 | |
| R As | Nauwkeurigheid | mm | ±0,1 | ±0,1 |
| Hartinfarct | mm | 200 | 200 | |
| Snelheid | mm/s | 200 | 200 | |
| Stroom | Kw | 0,85 | 0,85 | |
| Z1,Z2 As | Nauwkeurigheid | mm | ±0,1 | ±0,1 |
| Hartinfarct | mm | 1850 | 2800 | |
| Snelheid | mm/s | 1200 | 1200 | |
| Stroom | Kw | 0,75 | 0,75 | |
| Omtrekafmetingen | Lengte | mm | 3450 | 4450 |
| Breedte | mm | 1600 | 1600 | |
| Hoogte | mm | 2750 | 2710 | |
150T
| Specificatie | Eenheid | PR9 150/3100 | PR9 150/4100 | |
| Maximale buigkracht | KN | 1500 | 1500 | |
| Maximale buiglengte | mm | 3100 | 4100 | |
| Kolomafstand | mm | 2700 | 3700 | |
| Keeldiepte | mm | 420 | 420 | |
| Ramslag | mm | 265 | 265 | |
| Gesloten hoogte | mm | 530 | 530 | |
| Naderende snelheid | mm/s | 180 | 180 | |
| Werksnelheid | mm/s | 11 | 11 | |
| Retoursnelheid | mm/s | 150 | 150 | |
| Hoofdmotorvermogen | Kw | 15 | 15 | |
| CNC-systeem | Holland Delem DA66T, DA52S, DA53T of T-3500T CNC-systeem voor de aansturing van de X-, Y1-, Y2-, R-, Z1-, Z2-assen en mechanische kroonvorming. | |||
| Inhoud van de olietank | L | 440 | 600 | |
| Aantal olietanks | Nee. | 3 | 4 | |
| X As | Nauwkeurigheid | mm | ±0,10 | ±0,1 |
| Hartinfarct | mm | 500 | 500 | |
| Snelheid | mm | 500 | 400 | |
| Stroom | kw | 0,85 | 0,85 | |
| R As | Nauwkeurigheid | mm | ±0,10 | ±0,1 |
| Hartinfarct | mm | 200 | 200 | |
| Snelheid | mm | 200 | 200 | |
| Stroom | kw | 0,85 | 0,85 | |
| Z1,Z2 As | Nauwkeurigheid | mm | ±0,10 | ±0,1 |
| Snelheid | mm | 1200 | 1200 | |
| Hartinfarct | mm | 1850 | 2800 | |
| Stroom | kw | 0,75 | 0,75 | |
| Omtrekafmetingen | Lengte | mm | 3470 | 4470 |
| Breedte | mm | 1720 | 1720 | |
| Hoogte | mm | 2700 | 2710 | |
PR9 060
| Nee. | Naam | Model | Merk | |
| 1 | CNC-systeem | DA66T/T-3500T/DA52S of DA53T CNC-systeem | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OF YASAKAWA | |
| 3 | Servo-aandrijving | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OF YASAKAWA | |
| 4 | Hydraulisch systeem | Elektrohydraulisch systeem | Duitsland Bosch-Rexroth of Duitsland HOERBIGER | |
| Synchronisatiebesturingseenheid | a. drukventiel | |||
| b. actieve klep | ||||
| c. proportionele servoklep enz. | ||||
| Hydraulische regeleenheid | a. cartridgeklep | |||
| b. proportionele drukklep | ||||
| c. keuzeklep | ||||
| d. proportionele decompressieklep | ||||
| bijv. drukventiel enz. | ||||
| 5 | Lineaire geleiding | 35A---760L OF 35E-760L | THK OF PMI | |
| 6 | Kogelschroef | 25/20-1000L of R25/20-880/1000 | THK OF PMI | |
| 7 | Oliepomp | PGH3-2X/016RE071VU2 | Duitsland Rexroth | |
| 8 | Complete set afdichtingsringen in oliecilinder | VS PARKER | VS PARKER | |
| 9 | Complete set hogedrukpijpleidingen | 1.GE16 ZSR 3/4EDCF | USA PARKER, EO-2 pijpverbinding of Duitse VOSS pijpverbinding | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF enz. | ||||
| 10 | Koppeling | R38 25/42 | Duitsland KTR | |
| 11 | AC-schakelaar | LC1-D1810B7, LC1-D0910B7N enz. | Schneider | |
| 12 | Nabijheidsschakelaar | TP-SM5P2 enz. | NEIGEN TOT | |
| 13 | Aansluitkabel | UK2.5B, UK10N enz. | Phoenix | |
| 14 | Knop | XB2-BVB3LC enz. | Schneider | |
| 15 | Schilderen | Holland SIKKENS | ||
| 16 | Kroning | Nationaal merk (standaard) | SREE/UNION | |
| 17 | Kroning | Geïmporteerd (optie) | VILLA | |
| 18 | Voorste supporter | standaard | JFY | |
PR9 100
| Nee. | Naam | Model | Merk | |
| 1 | CNC-systeem | DA66T of DA52S of DA53T of T-3500T CNC-systeem | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OF YASAKAWA | |
| 3 | Servo-aandrijving | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OF YASAKAWA | |
| 4 | Hydraulisch systeem | Elektrohydraulisch systeem | Duitsland Bosch-Rexroth of Duitsland HOERBIGER | |
| Synchronisatiebesturingseenheid | a. drukventiel | |||
| b. actieve klep | ||||
| c. proportionele servoklep enz. | ||||
| Hydraulische regeleenheid | a. cartridgeklep | |||
| b. proportionele drukklep | ||||
| c. keuzeklep | ||||
| d. proportionele decompressieklep | ||||
| bijv. drukventiel enz. | ||||
| 5 | Lineaire geleiding | 35A-760L OF 35E-760L | THK OF PMI | |
| 6 | Kogelschroef | 20/25-880/1000 OF R25/20-880/1000 | THK OF PMI | |
| 7 | Oliepomp | PGH4-3X/032RE071VU2 | Duitsland Rexroth | |
| IPVAP5-32 | Duitsland VOITH | |||
| HQI3-32 | Duitsland Eckerle | |||
| 8 | Complete set afdichtingsringen in oliecilinder | VS PARKER | VS PARKER | |
| 9 | Complete set hogedrukpijpleidingen | 1.GE16 ZSR 3/4EDCF | USA PARKER, EO-2 pijpverbinding of Duitse VOSS pijpverbinding | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF enz. | ||||
| 10 | Koppeling | R38 25/42 | Duitsland KTR | |
| 11 | AC-schakelaar | LC1-D1810B7, LC1-D0910B7N enz. | Schneider | |
| 12 | Nabijheidsschakelaar | TP-SM5P2 enz. | NEIGEN TOT | |
| 13 | Aansluitkabel | UK2.5B, UK10N enz. | Phoenix | |
| 14 | Knop | XB2-BVB3LC enz. | Schneider | |
| 15 | Schilderen | KAILEDI | ||
| 16 | Kroning | Nationaal merk (standaard) | SREE/UNION | |
| 17 | Kroning | Geïmporteerd (optie) | VILLA | |
| 18 | Voorste supporter | standaard | JFY | |
PR9 150
| Nee. | Naam | Model | Merk | |
| 1 | CNC-systeem | DA66T of DA52S of DA53T of T-3500T CNC-systeem | Holland DELEM | |
| 2 | Servomotor | ECMA-E21315RS/SGM7G-09AFC61 | DELTA OF YASAKAWA | |
| 3 | Servo-aandrijving | ASD-B2-1521-B/SGD7S-7R6A00A002 | DELTA OF YASAKAWA | |
| 4 | Hydraulisch systeem | Elektrohydraulisch systeem | Duitsland Bosch-Rexroth | |
| Synchronisatiebesturingseenheid | a. drukventiel | |||
| b. actieve klep | ||||
| c. proportionele servoklep enz. | ||||
| Hydraulische regeleenheid | a. cartridgeklep | |||
| b. proportionele drukklep | ||||
| c. keuzeklep | ||||
| d. proportionele decompressieklep | ||||
| bijv. drukventiel enz. | ||||
| 5 | Lineaire geleiding | 35A-760L OF 35E-760L | THK OF PMI | |
| 6 | Kogelschroef | 20/25-880/1000 OF R25/20-880/1000 | THK OF PMI | |
| 7 | Oliepomp | PGH4-3X/032RE071VU2 | Duitsland Rexroth | |
| IPVAP5-32 | Duitsland VOITH | |||
| HQI3-32 | Duitsland Eckerle | |||
| 8 | Complete set afdichtingsringen in oliecilinder | VS PARKER | VS PARKER | |
| 9 | Complete set hogedrukpijpleidingen | 1.GE16 ZSR 3/4EDCF | USA PARKER, EO-2 pijpverbinding of Duitse VOSS pijpverbinding | |
| 2.GE28 LR3/4EDOMDCF | ||||
| 3. W10 ZLCF | ||||
| 4. TH10 ZLR KDSCF | ||||
| 5. WH10 ZSR KDSCF enz. | ||||
| 10 | Koppeling | R38 25/42 | Duitsland KTR | |
| 11 | AC-schakelaar | LC1-D1810B7, LC1-D0910B7N enz. | Schneider | |
| 12 | Nabijheidsschakelaar | TP-SM5P2 enz. | NEIGEN TOT | |
| 13 | Aansluitkabel | UK2.5B, UK10N enz. | Phoenix | |
| 14 | Knop | XB2-BVB3LC enz. | Schneider | |
| 15 | Schilderen | KAILEDI | ||
| 16 | Kroning | Nationaal merk (standaard) | SREE/UNION | |
| 17 | Kroning | Geïmporteerd (optie) | VILLA | |
| 18 | Voorste supporter | standaard | JFY | |
CNC-kantbank; CNC-kantbank; CNC-kantbankmachine; CNC-hydraulische kantbank; CNC-kantbank te koop; CNC-kantbank; hydraulische plaatbuigmachine; CNC-hydraulische kantbankmachine; CNC-plaatbuigmachine; CNC-metaalbuigmachine; kantbankmachine; CNC-hydraulische kantbankbuigmachine; hydraulische kantbankmachine
